In the heart of the textile industry, away from the bustling factories and colorful displays, lies an essential, often unsung process: textile testing. At its core, textile testing is the scientific examination of fibers, yarns, and fabrics to determine their properties and ensure their quality. This seemingly simple process is, in fact, a culmination of centuries of progress and innovation.
The roots of textile testing go deep into history. As early as the times of ancient civilizations, there was an implicit understanding of quality, with merchants and traders often examining fabrics by touch and sight. However, as the textile industry began to evolve and globalize, the need for standardized and more accurate testing methods became apparent.
This evolution was not just for the sake of quality assurance. The objectives of textile testing are multi-fold.
Firstly, it ensures that textiles meet specific industry and regulatory standards, a crucial element especially when one considers the vast range of applications textiles have, from everyday clothing to life-saving medical equipment.
Secondly, it acts as a feedback loop for manufacturers, providing critical information about areas of improvement in the production process.
Additionally, with the rising consumer consciousness about sustainability and ethical production, textile testing has taken on the role of verifying eco-friendly and ethical practices in textile production.
In essence, while a piece of fabric might seem straightforward, the processes ensuring its quality are anything but. Through rigorous textile testing, the industry assures that the textiles reaching consumers are not just aesthetically pleasing, but also durable, safe, and ethically produced.
Textile Testing and Quality Control
Understanding the relationship between textile testing and quality control is foundational in grasping the textile industry’s intricate fabric. At a glance, these two might seem synonymous, but a closer look reveals that they play distinct roles, each complementing the other.
The Essence of Testing vs. Quality Control
Textile testing embodies the series of assessments textiles undergo to determine specific properties, such as durability, colorfastness, or flammability. On the other hand, quality control encompasses a broader range of activities and oversight that ensure the final products align with the desired criteria. Textile testing is one of the essential tools wielded in the vast arsenal of quality control.

How Textile Testing Fuels Quality Control?
Every test carried out on textiles plays a crucial role in the quality control mechanism. Identifying variations early on allows manufacturers to make necessary corrections, ensuring the consistency of the final product. By embedding textile testing within quality control, manufacturers can effectively maintain and even enhance the product’s quality standards.
Upholding Consistency in Production Through Testing
In the sprawling landscape of the textile industry, consistency acts as a beacon, guiding manufacturers and reassuring consumers.
The Significance of Maintaining Consistency
Brands thrive on their reputation. With thousands, sometimes millions of identical garments or fabrics being produced, even minor deviations can tarnish a brand’s image. Consistency isn’t just about uniformity; it’s about the trust that consumers place in a brand, believing that every purchase will offer the same high standards they’ve come to expect.

The Ripple Effect of Inconsistency
A minor oversight, when magnified by the scale of production, can lead to significant consequences. Imagine a dye that fades unexpectedly, affecting thousands of garments.
Without comprehensive testing, such anomalies might slip through, reaching unsuspecting consumers and leading to potential recalls or negative reviews. However, with systematic testing protocols in place, manufacturers can preemptively identify and rectify such issues.
Meeting the Gauntlet: Regulatory and Industry Standards
Each thread woven in the vast tapestry of the textile world is governed by a set of standards. These benchmarks ensure that every textile product, whether it’s a simple handkerchief or a specialized fire-resistant jacket, is safe and fulfills its intended function.
Deciphering the Multitude of Standards
Various applications and geographical regions come with their unique set of standards. For instance, the criteria for children’s sleepwear in Europe might differ from those in Asia. Textile testing acts as a compass, helping manufacturers navigate this intricate web, ensuring every product aligns with the necessary regulations.
The Elevated Role of Testing in Compliance
With increasing globalization, textiles often cross multiple borders before reaching consumers.
Meeting international standards is no longer optional; it’s imperative. Regular testing ensures textiles are compliant at every step, reducing the risk of non-compliance penalties and fostering trust among international clientele.
The Twin Benefits: For Manufacturers and Consumers
In the intricate ballet of textile production, two main players emerge: the manufacturers and the consumers. Both stand to gain significantly from the integrated system of textile testing and quality control.
This synergistic relationship, centered on trust, is fundamental in upholding the industry’s values and ensuring satisfaction on both sides of the spectrum.

The Manufacturer’s Vantage Point
Manufacturers, as the backbone of the textile industry, need a robust framework to guide their production. The precision of textile testing fortifies this framework.
- Optimized Production: Delving into the world of textile manufacturing reveals a vast network of processes, from sourcing raw materials to the final weaving. Every step holds the potential for inefficiencies or discrepancies. Textile testing, by offering real-time feedback, empowers manufacturers with actionable insights. These insights facilitate refining processes, minimizing resource wastage, and optimizing overall production cycles.
- Enhanced Brand Equity: In a competitive marketplace, a brand’s reputation is its most valuable asset. Consistent quality becomes a brand’s signature, a promise of reliability. Through meticulous testing, manufacturers can ensure this promise is never broken, thereby cementing their position in the market and attracting a loyal customer base.
- Risk Mitigation: The stakes are high in mass production. A minor oversight can translate into thousands of defective products. By integrating early and systematic textile testing, manufacturers can preempt potential pitfalls. This proactive approach drastically reduces expensive recalls, shields the brand from potential legal tussles, and preserves its hard-earned reputation.

Through the Consumer’s Lens
For consumers, textile products are more than just materials; they signify style, comfort, and often, personal identity. Quality assurance, therefore, is not a luxury but a necessity.
- Consistent Experience: Every consumer cherishes a brand that delivers consistency. Whether it’s the tactile feel of a fabric, its color vibrancy, or its durability, ensuring a standardized experience irrespective of when or where a product is purchased solidifies consumer trust. Textile testing plays a pivotal role in ensuring this seamless consistency, making every purchase a reaffirmation of the brand’s commitment to quality.
- Peace of Mind: The modern consumer is discerning, often seeking behind-the-scenes information about their purchases. Knowledge that a product has been subjected to rigorous testing, ensuring it meets all safety and quality benchmarks, offers consumers an unparalleled peace of mind. This assurance is particularly significant for products like baby clothing or allergen-free textiles, where safety is paramount.

- Enhanced Durability: A textile’s longevity is a testament to its quality. Through rigorous quality control supported by methodical testing, products are designed to endure. For consumers, this means textiles that resist wear and tear, retain their allure over time and offer genuine value for money.

The Types of Textile Testing
Textiles, with their myriad of applications, from the simple shirt on our back to the parachute that may save a skydiver’s life, require a rigorous and multifaceted approach to testing.
These tests ensure that each piece of fabric not only meets the aesthetic and comfort standards but, more importantly, guarantees safety, durability, and functionality. Let’s delve deeper into the extensive realm of textile testing.
Physical Tests: The Backbone of Textile Integrity
At the core of every textile’s functionality lies its physical properties. These properties dictate how a fabric will behave under stress, strain, and everyday wear and tear.
- Tensile Strength Test: Imagine the stress a parachute or a rock climber’s harness goes through. The tensile strength test measures a fabric’s muscle, determining the maximum force it can withstand before it succumbs and breaks. By pulling the fabric until it breaks, this test offers insights into the textile’s structural integrity and the levels of stress it can endure.

- Elongation Test: Flexibility and adaptability are key for many fabrics. The elongation test gauges a fabric’s stretchability. From the snug fit of a yoga pant to the stretch in a fitted sheet, this test ensures textiles offer the desired flexibility without compromising their structure.
- Abrasion Test: Daily life subjects textiles to countless episodes of friction and abrasion. Whether it’s the constant rub of a backpack or the periodic friction of a curtain, textiles need to endure without losing their aesthetics or functionality. This test replicates these real-world conditions, assessing how a fabric stands up to repeated friction, providing a window into its potential lifespan.

Chemical Tests: Ensuring Harmony and Safety
With the vast array of colors, finishes, and treatments textiles undergo, it’s vital to ensure these chemicals serve their purpose without detracting from the fabric’s quality or user safety.
- Dye Fastness Test: A bright red shirt is only as good as its ability to remain bright red. Dye fastness tests evaluate how well a fabric retains its color when exposed to various external factors. This could be the ultraviolet rays from the sun, the repeated cycles in a washing machine, or even the salty perspiration from our bodies. Through submersion, exposure, and repeated washing, this test ensures the vibrancy and consistency of a textile’s color.
- Chemical Composition Test: As consumers become more conscious of what they wear and use, understanding a fabric’s chemical makeup becomes crucial. This test not only validates claims (like being organic or free from certain chemicals) but also ensures textiles are devoid of harmful substances that might pose health risks.
Thermal and Flammability Tests: Battling the Extremes
Some textiles are destined for extreme environments, be it the biting cold of the polar regions or the cozy corner by a fireplace. Such fabrics need specialized testing.
- Thermal Conductivity Test: Ever wondered how certain fabrics keep you warm in winter and cool in summer? The thermal conductivity test deciphers this mystery. By assessing how well a fabric conducts or insulates against heat, manufacturers can design textiles ideal for specific temperature conditions, from thermal wear for skiing to breathable summer wear.
- Flammability Test: The importance of this test can’t be stressed enough. Whether it’s children’s nightwear, a plush sofa, or the curtains adorning a window, it’s imperative these textiles resist ignition or slow down the spread of fire. This test exposes fabrics to open flames under controlled conditions, ensuring they meet safety standards and minimize fire-related risks.
Biological Tests: The Shield Against the Microscopic
The modern world has made us acutely aware of the microscopic entities around us. Textiles, given their constant contact with our skin, must be armed against potential microbial threats.
- Antimicrobial Test: In a hospital, a simple fabric can be the frontline defense against infections. The antimicrobial test evaluates a textile’s ability to fend off bacteria, fungi, and other microbes. By introducing these microorganisms to the fabric and assessing their survival and proliferation, this test ensures textiles are equipped to minimize microbial threats.
- Allergen Resistance Test: Allergies can range from mild discomfort to severe health risks. Certain textiles, especially those treated or died, might harbor allergens. This test subjects fabrics to conditions that might release these allergens, ensuring they’re safe for sensitive individuals or those prone to allergies.

How to Check the Textile Quality?
Ensuring that a textile product matches its designated quality standards is paramount in the textile industry. The determination of a textile’s quality involves a spectrum of methods, from simple visual checks to sophisticated laboratory procedures. Let’s explore the myriad of ways the textile industry ensures what you wear, and use, and she lives up to expectations.
Visual Inspection Techniques
The eyes don’t lie. This age-old adage holds for the textile industry as the first line of quality checks often involves a keen pair of eyes.
- Direct Examination: Before machines and chemicals come into play, a textile’s surface is closely examined for flaws. This includes uneven weaving, spots, discolorations, and other visible irregularities that might compromise its aesthetic appeal or functional capacity.
- Light Table Inspection: By placing the fabric on a translucent table lit from below, inspectors can spot inconsistencies in its thickness, density, or any embedded impurities that might be invisible under regular lighting.
- Pattern Alignment Checks: For patterned fabrics, it’s crucial that designs align seamlessly, especially for apparel where mismatched patterns can be jarring. Inspectors ensure that repeated designs match up perfectly, maintaining the textile’s visual harmony.

Instrumental Methods
In the world of textiles, sometimes the eye isn’t enough. Instruments come into play, offering precision, consistency, and depth beyond human capabilities.
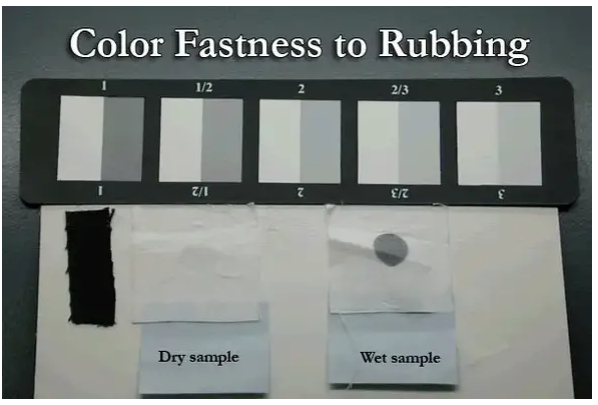
- Color Fastness Testing Machines: Color fading or bleeding can be a significant issue. These machines test a fabric’s color retention capacity when exposed to various stressors like light, washing, or rubbing.
- Tensile Testing Machines: Physical strength is quantified using these machines, which stretch the textile until it breaks, measuring its maximum tensile strength and elongation capacity.
- Spectrophotometers: Ensuring color consistency across batches is vital. Spectrophotometers analyze a fabric’s color in detail, ensuring that it matches predetermined standards or that different batches are consistent in hue and saturation.
Sensory Methods
Sometimes, the human touch, feel, or even smell can provide insights no machine can. Sensory methods employ our innate senses to judge a textile’s quality.
- Touch and Feel: This involves feeling the textile against the skin. Is it smooth or rough? Soft or hard? Lightweight or heavy? The tactile feedback offers invaluable insights, especially for textiles meant for intimate use like lingerie or bed linen.
- Drape Test: By holding up and allowing the fabric to fall or drape, one can assess its fluidity, stiffness, or suppleness. This is vital for apparel, where how a fabric falls can make or break a design.
- Smell Test: Textiles, especially after certain treatments, shouldn’t have a strong or persistent odor. A quick sniff can determine if any residual chemicals remain or if any undesirable smells are present.

Laboratory Testing Procedures
When visual, instrumental, and sensory methods are not enough, textiles are sent to the lab, where a controlled environment and specialized equipment offer the final word on quality.
- Fiber Identification: Using microscopic analysis or chemical solubility tests, the exact fibers in a textile can be identified, ensuring product labels accurately reflect the material composition.
- Flammability Tests: In a controlled environment, textiles are exposed to open flames to determine their resistance to catching fire or the speed at which fire spreads.
- Moisture Management Tests: For sportswear or moisture-wicking fabrics, labs simulate sweaty conditions to check how a textile manages moisture, ensuring it remains dry and comfortable.
- Allergen Analysis: Given the rising cases of textile-related allergies, labs test for common allergens, ensuring fabrics are safe for sensitive individuals.
Must-Do Yarn Tests for Factories
The quality of a textile product often hinges on the caliber of yarn used. Just as a building’s strength is determined by the quality of bricks and mortar, the durability, texture, and overall performance of a textile are intrinsically linked to its foundational yarn.
Factories, in their quest for quality assurance, employ a series of essential tests to evaluate various yarn characteristics. Let’s explore these pivotal tests in detail.
Yarn Count and Denier
The thickness or fineness of a yarn plays a decisive role in the resultant fabric’s feel, weight, and application. Two primary metrics are commonly used:
- Yarn Count: This measure gives an understanding of the yarn’s fineness or coarseness. Traditionally, it’s defined as the number of hanks (a length of 840 yards) per pound. The higher the count, the finer the yarn.
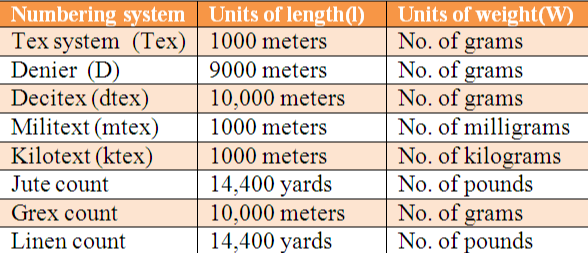
- Denier: Predominantly used for synthetic fibers like polyester or nylon, it represents the yarn’s weight in grams for every 9,000 meters. A lower denier indicates a finer yarn, while a higher one suggests thickness.
By determining these values, factories can ensure the yarn’s consistency across batches, paving the way for uniform end products.
Yarn Strength and Elongation
The endurance and flexibility of yarn are paramount for textiles that will face physical stress.
- Tensile Strength Test: This assesses the yarn’s resistance to breaking under tension. By pulling the yarn until it breaks, factories gain insights into the amount of force it can withstand, indicating its suitability for various applications.
- Elongation Test: The textile world values elasticity. This test, similar to the tensile strength test, not only gauges when the yarn breaks but also how much it stretches before breaking. Such knowledge helps in determining the yarn’s adaptability, especially crucial for textiles requiring a degree of stretch.
Twist Per Inch/Meter
The twist in a yarn influences its texture, strength, and overall look of the fabric.
- Twist Test: By measuring the number of twists in a specific length (either an inch or meter), factories can ascertain the yarn’s texture. For instance, higher twists often render a crisper feel, commonly seen in dress shirts, while lower twists offer a softer touch.
Consistency in twist numbers ensures that fabrics maintain a uniform texture and appearance, reflecting high production standards.
Evenness and Hairiness Tests
An uneven yarn or one with excessive hairiness can compromise a fabric’s smoothness, leading to an inferior product.
- Capacitance Method: Used to measure evenness, this method evaluates the yarn’s cross-sectional area as it passes between two plates. Any variation in capacitance signals unevenness.
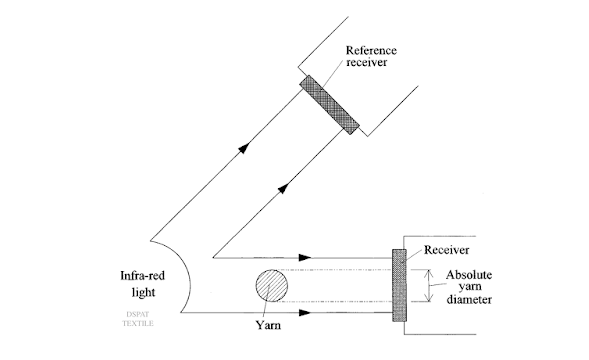
- Hairiness Test: Tiny fibers protruding from the yarn’s main body are assessed using special devices, which count and measure these protruding fibers. Lower hairiness results in smoother textiles, improving the product’s feel and appearance.
Yarn Defects Analysis
Like any production process, yarn manufacturing can sometimes introduce defects, which can critically impact the textile’s performance.
- Uster Tester: A prevalent device in the industry, the Uster Tester, assesses the yarn’s overall quality by detecting imperfections like thin or thick spots and slubs (lumpy sections).
- Visual Inspection: Though technology offers precision, the human eye remains invaluable. Trained personnel meticulously inspect the yarn for any irregularities, from color variations to structural inconsistencies, ensuring no defect goes unnoticed.
Must-Do Fiber Tests for Factories
At the very heart of the textile industry lie fibers. These minuscule building blocks, whether natural like cotton and silk or synthetic like polyester, dictate the quality, texture, and overall performance of the resultant textile.
As the primary ingredient in the creation of yarn and fabric, ensuring the top-notch quality of fibers is non-negotiable for factories. This assurance comes from an array of meticulous tests tailored to gauge the various properties of fibers. Let’s delve deep into these vital tests.
Fiber Length and Strength
The length and strength of a fiber significantly influence the yarn’s smoothness, strength, and spinning potential.
- Fiber Length Test: By employing instruments like the Fibrograph, factories determine the average length of a fiber batch. Longer fibers often result in smoother and stronger yarns.
- Tensile Strength Test: Here, individual fibers are stretched until they break. The force required gives an idea of the fiber’s inherent strength. Stronger fibers contribute to more robust yarns and fabrics, enhancing durability.
Fineness/Maturity Test
Fineness dictates how many fibers contribute to the yarn’s thickness, while maturity refers to the fiber’s developmental stage, crucial for cotton.
- Airflow Method: Widely used for cotton, this test assesses the fineness by passing air through a fixed mass of fiber. The resultant pressure drop provides a direct reading of the fiber’s fineness.
- Maturity Test: Using a combination of microscopic examination and chemical tests, the maturity of cotton fibers is determined. Mature fibers exhibit better dyeing properties and improved strength.
Moisture Content
Every fiber has a natural moisture content, which, if not optimized, can lead to weight discrepancies and affect textile processing.
- Oven Drying Method: A universally accepted method, it involves weighing the fiber, drying it in an oven to remove all moisture, and then re-weighing it. The weight difference indicates the moisture content.
Maintaining consistent moisture content ensures uniformity in processing, dyeing, and the final product’s performance.
Crimp Properties
Crimp refers to the fiber’s waviness, impacting its elasticity, bulkiness, and spinning qualities.
- Crimp Frequency and Recovery Test: Here, fibers are straightened and then released to measure how many waves or crimps return per unit length. This indicates the fiber’s natural elasticity and how it might behave during spinning.
Crimp properties play a pivotal role, especially in wool processing, dictating the yarn’s loftiness and overall feel.
Colorfastness
A textile’s beauty and appeal are often in its color. Ensuring that fibers retain color under various conditions is crucial.
- Wash Fastness Test: Fibers are dyed and then subjected to rigorous washing to see if they bleed or fade.
- Light Fastness Test: Dyed fibers are exposed to continuous light to gauge their resistance to fading.
- Rub Fastness Test: By rubbing the dyed fiber against a white cloth, factories assess if the color transfers or smudges.
Ensuring colorfastness is paramount to maintaining the aesthetic appeal of textiles, especially when they’re subjected to regular washing or prolonged sun exposure.
Must-Do Fabric Tests for Factories
The artistry of textiles manifests vividly in fabrics. Woven with care, precision, and an eye for detail, fabrics dictate the feel, durability, and aesthetic appeal of the final product, be it apparel, home furnishings, or industrial applications.
Ensuring the prime quality of this woven marvel is of paramount importance. Factories, cognizant of this, employ a battery of tests designed to probe and perfect every fabric facet. Let’s journey through these tests to understand their significance and methodology.
Fabric Weight and Thickness
The weight and thickness of a fabric determine its usability, durability, and feel.
- GSM Testing: GSM, or grams per square meter, is a unit that quantifies fabric weight. Factories use GSM cutters and weighing scales to determine this crucial metric. It helps in understanding the fabric’s density and its appropriateness for specific end-uses.
- Thickness Gauge: Instruments like digital thickness gauges measure the thickness of a fabric. This provides insights into the fabric’s insulation capabilities, making it a vital metric, especially for garments meant for different climatic conditions.

Tensile and Tear Strength
A fabric’s resistance to breakage under tension and its propensity to resist tearing are fundamental to its durability.
- Tensile Strength Test: Machines like the tensile strength tester pull the fabric until it breaks. The force it withstands before breaking gives a clear indication of its tensile strength, mirroring its durability.
- Tear Strength Test: This test evaluates the force required to continue the tearing of an already initiated tear. Tools like Elmendorf tear testers are employed to ensure fabrics can withstand accidental snags in real-life scenarios.
Drape and Handle Tests
The way a fabric falls or drapes and its tactile feel or handle is significant for aesthetic and comfort reasons.
- Drape Test: Using devices like the drape meter, factories study the manner in which a fabric drapes under its weight. This is pivotal for fashion designers who rely on a specific drape to achieve the desired silhouettes.
- Handle Test: This test, often combined with sensory evaluations, assesses the fabric’s feel, stiffness, and smoothness. Instruments like the Handle-O-Meter provide quantifiable metrics, though human touch remains irreplaceable for this test.
Pilling Resistance
Pilling is the formation of tiny balls on a fabric’s surface due to wear or abrasion. Not only is it unsightly, but it also compromises the fabric’s feel.
- Martindale or Pilling Test: Using a pilling tester, fabrics are subjected to controlled abrasion. The resultant pills are then graded against standard images to determine the fabric’s pilling propensity. Factories prioritize this test, especially for apparel that are frequently subjected to friction.
Colorfastness to Washing, Light, and Rubbing
The vibrancy and steadfastness of color play a pivotal role in a fabric’s appeal and longevity.
- Wash Fastness Test: Post dyeing, fabrics are washed rigorously to determine if they retain their hue without bleeding.
- Light Fastness Test: Fabrics are continually exposed to light, assessing their resistance against fading. This test is quintessential for fabrics used in curtains or outdoor applications.
- Rub Fastness Test: As the name suggests, dyed fabrics are rubbed against a white cloth. This test ensures no color transfer, vital for garments that come in contact with other fabrics.
Must-Do Garment Tests for Factories
Fashion isn’t just about aesthetics; it’s a promise of comfort, functionality, and durability. Garments, as the final products that reach consumers, bear the weight of this promise.
As a result, they undergo a rigorous regime of tests to ensure they meet, and preferably exceed, expectations. These tests not only assess the fabric but also the craftsmanship, design integrity, and overall functionality of the garment. Here’s a detailed overview of the essential tests that every garment must face before gracing the store racks.
Dimensional Stability (Shrinkage or Growth)
No consumer wants their perfect-fit dress or tee to morph sizes after a wash.
- Shrinkage/Growth Test: Garments are measured, washed as per specified instructions, dried, and then re-measured. Any changes in dimension indicate the garment’s stability. Factories aim for minimal shrinkage or growth to ensure the garment retains its fit over time.
Appearance After Laundering
It’s not just size; the overall appearance post-wash is equally crucial.
- Laundering Test: Garments undergo multiple wash cycles, and post-wash, their color retention, shape, and any surface damages are assessed. The objective is to ensure that the garment remains visually appealing and structurally intact after regular laundering.
Seam Strength and Slippage
Seams hold the garment together, making their integrity non-negotiable.
- Seam Strength Test: Using a seam strength tester, pressure is applied to the garment’s seams until they rupture. The force it endures provides an insight into its sturdiness.
- Seam Slippage Test: Here, the fabric is pulled apart at the seam to check if the stitching holds or if the yarns begin to separate, indicating potential seam failure in the future.
Button and Zipper Functionality
Functional elements like buttons and zippers are often interaction points for users and play a pivotal role in garment utility.
- Button Pull Test: This test evaluates the strength of the button attachment. A specific force is applied to the button to ensure it remains affixed to the garment, even with regular use.
- Zipper Strength and Functionality Test: Zippers undergo a cycle test where they’re opened and closed repeatedly to ensure smooth functioning. Their strength is also assessed, especially at points like the bottom stop and the box pin.
Garment Durability
Beyond specific components, the overall longevity of the garment is vital.
- Abrasion Resistance Test: Garments, especially at potential wear points (like elbows or knees), are subjected to controlled abrasion to determine how they’d withstand regular wear.
- Overall Wear Test: Sometimes, garments are worn and tested in real-life scenarios, over extended periods, to gauge their holistic performance. This encompasses fit retention, comfort, appearance, and functionality.
Must-Do Shoe Tests for Factories
Footwear, while often viewed through the lens of fashion, serves a fundamental purpose: to protect and comfort the feet during various activities.
The complexities involved in designing and manufacturing shoes demand a rigorous set of tests. Every shoe, whether a delicate stiletto or a rugged hiking boot, needs to endure myriad conditions while providing comfort and safety. Factories, to ensure that their footwear stands up to the promise, put them through the following rigorous tests:
Sole Flexibility and Abrasion Resistance
The sole, the very foundation of the shoe, must walk the tightrope between flexibility and durability.
- Flexing Test: Shoes are affixed to a machine that bends the soles repeatedly, simulating the motion of walking or running. The test determines if the sole maintains its structural integrity or shows signs of cracking.

- Abrasion Resistance Test: Here, the sole’s outmost layer is rubbed against an abrasive surface under specific pressure, replicating wear over time. This ensures that the sole doesn’t wear down too quickly, guaranteeing longevity and consistent grip.
Upper Material Tests
The upper, which envelopes the foot, is pivotal for comfort, protection, and aesthetics.
- Material Tensile Test: Depending on the material (leather, synthetic, etc.), the upper is subjected to stretching until it breaks. This assesses its tensile strength and elasticity.
- Breathability and Water Resistance Test: For materials claiming breathability or water resistance, the upper undergoes tests where it’s exposed to moisture. It evaluates how much water penetrates or how efficiently moisture is wicked away.
- Weathering Test: Uppers, especially those of outdoor or athletic shoes, are exposed to UV rays, extreme temperatures, and moisture to check their resistance to environmental elements.
Bonding Strength between Sole and Upper
A shoe’s performance largely depends on the union between its upper and sole.
- Adhesion Test: The strength of the bond between the sole and the upper is evaluated by trying to manually or mechanically separate them. This ensures that the two primary components remain securely attached throughout the shoe’s lifespan.
Slip Resistance
Safety is paramount, especially on tricky terrains or slippery surfaces.
- Slip Test: Shoes are tested on various surfaces, both wet and dry, to determine their grip. The objective is to ensure that the footwear provides adequate traction, minimizing the risk of slips and falls.
Heel Impact and Attachment Strength
Heels, especially in high-heeled shoes, face their set of challenges.
- Impact Test: The heel is subjected to sudden forces, replicating scenarios like knocking against a step or stumbling. This ascertains the heel’s durability and its ability to retain its shape.
- Pull Test: The strength with which the heel is attached to the shoe is tested by trying to pull it away. This ensures that the heel remains securely attached, even with repeated wear.
The Basic Tests for Textile Testing Labs
Navigating the labyrinthine world of textiles isn’t just about weaving threads into fabrics; it’s also about ensuring these threads and fabrics meet rigorous quality and safety standards. This is where textile testing labs come into the picture.
Acting as the gatekeepers of quality, these labs are equipped with the latest tools and methodologies to assess textiles. Below, we delve into the foundational aspects of a textile testing lab, from setting it up to interpreting results.
Setting Up a Textile Testing Lab: Equipment and Tools
The backbone of any testing lab lies in its machinery and instruments.
- Primary Equipment: This includes tensile testing machines for strength tests, abrasion testers for wear resistance, spectrophotometers for color matching, and flammability testers.
- Microscopic Analysis: Microscopes, preferably with digital interfaces, are crucial for examining fiber structures, detecting defects, or determining the composition.
- Climate Control: Since textiles can behave differently under varying humidity and temperature, labs need equipment to maintain and modulate these parameters.

Standard Operating Procedures for Common Tests
Consistency is key, and standardized procedures ensure reliable results.
- Tensile and Tear Tests: Define the sample size, mounting method, speed of testing, and calculation methodologies.
- Colorfastness: Procedures for exposing fabrics to light, washing, or rubbing should be standardized. This includes the duration of exposure and evaluation criteria.
- Flammability Tests: Set exact parameters, such as flame size, angle of testing, and timing, to evaluate how textiles respond to fire.
Calibration and Maintenance of Testing Equipment
Precision instruments demand regular tune-ups.
- Routine Calibration: Regularly calibrate instruments against known standards to ensure accuracy. This might be daily, weekly, or monthly, depending on the machine.
- Maintenance Schedules: Like any machinery, textile testing equipment is susceptible to wear and tear. Periodic servicing, cleaning, and parts replacement are essential.
- Documentation: Maintaining a log of all calibrations and services helps in tracking equipment performance and ensures adherence to standards.
Interpretation and Reporting of Test Results
Data is valuable only when correctly deciphered.
- Data Analysis: Results from tests need to be analyzed to draw meaningful conclusions. For instance, a color deviation might be statistically insignificant or could indicate a dyeing issue.
- Reporting Formats: Standardized report templates ensure consistency in communication. They should be comprehensive, detailing the test conditions, results, and any deviations from the norm.
- Continuous Training: As standards evolve and new testing methodologies emerge, lab technicians should undergo regular training sessions to stay updated.
Certification and Compliance with Global Standards
Meeting international benchmarks isn’t just about quality; it’s also about global market access.
- ISO Standards: ISO (International Organization for Standardization) provides various standards for textile testing. Labs should be familiar with these and ensure compliance.
- Eco-Certifications: With sustainability at the forefront, certifications like OEKO-TEX or GOTS (Global Organic Textile Standard) are becoming increasingly relevant.
- Local Regulations: Depending on the country or region, there might be specific standards or regulations, especially concerning safety or environmental impact. Labs need to be well-versed with these and test textiles accordingly.
Concluding Thoughts:
The world of textiles, rich in its tapestry of colors, designs, and textures, is more than just an interplay of threads. At its core, it is a blend of innovation, tradition, and an unwavering commitment to quality. Textile testing, a seemingly backstage player, is, in fact, the sentinel ensuring that this commitment is honored.
As we’ve traversed the intricate processes of setting up labs, interpreting results, and aligning with global standards, one truth stands out: meticulousness matters. Every test, every calibration, every analysis is a pledge—a promise that the fabric that drapes us or the shoe that grounds us is not just a product but a testament to integrity.
In an age where consumer awareness is at its zenith, and sustainability intertwines with quality, these testing methodologies are not just protocols; they’re the industry’s dialogue with its consumers—a dialogue rooted in trust. As we wrap up our exploration, let’s celebrate not just the textiles but the rigorous processes that ensure their excellence, making them worthy of the world stage.