Introduction:
Quality management is vital in the textile industry that we work in because of ensures the use of top-quality materials every day. It would be frustrating if your most loved t-shirt began to disintegrate after just a few washes or if the design on your favorite dress faded quickly. This is why we have quality control systems; they act as superheroes behind curtains working tirelessly from the beginning to end of the production process so that everything used from raw material through finished goods meets requirements set by customers or other interested parties. In this article, we shall discuss reasons for having quality control measures during manufacturing textiles; also what it entails plus how it ensures that articles are made up to standard.
Why is quality control important in textile testing?
Quality assurance is very significant when it comes to textile testing since it ensures that cloth items can be used without any problems. Suppose one’s best shirt started falling apart after a few rinses – this would not only disappoint but also waste money spent in purchasing such a product. To avoid such scenarios, checks should be made on strength, colorfastness, size, etc., during fabric inspection under a control system.
However, it is not just about ensuring the clothes are nice. Quality control helps ensure that they are safe to use and do not harm the environment. Companies have to adhere to certain regulations and standards; quality control enables them to meet these requirements. As such, you can trust that the clothes you purchase are both safe and ethically produced.
Nonetheless, quality control does not only involve inspecting garments. It also focuses on preventing problems from occurring in the first place. By identifying any early issues like weak fabric or incorrect colors, businesses can rectify them before the clothes reach their customers. This saves them money and maintains a good reputation.

What are the general job positions in the quality management department?
In textile manufacturing establishments, quality management departments serve as engines for driving product excellence and uniformity. In this light, there are various positions whose functions revolve around specific responsibilities meant to facilitate conformity of all fabrics, garments, or other textile items with the highest possible standards. These include but are not limited to:
Quality Inspector:
The leading edge of quality management is the quality inspectors. They are responsible for performing a careful investigation at different stages of production. From checking raw materials like fibers and dyes to testing end products for faults, these people help in recognizing any departure from established standards of quality. To enable rectifications and promote continuous improvement they examine samples critically, carry out tests, and record findings.
Quality Engineer:
Within textile manufacturing plants, quality engineers serve as builders who create systems that can be used to control the level of quality produced. What this means is that they come up with ways through which assurance may be made about the expected levels of quality in products or services offered by such facilities. For instance, they must identify root causes behind poor performances indicated by data trends regarding deficiencies in qualities and then suggest where changes should be made within processes thus driving towards process improvements coupled with optimization undertakings based on operations required to achieve objectives related to ensuring that production methods are consistent with levels demanded for customer satisfaction.
Quality Assurance Specialist:
Every single step of textile production is regulated by quality assurance specialists through the establishment of quality management systems (QMS). Their duties include setting up quality policies, creating standard operating procedures (SOPs), and instituting checkpoints for quality control to ensure compliance with industry regulations as well as customer requirements. Quality assurance specialists do audits; they train employees on protocols about quality while monitoring key performance indicators (KPIs) that are used in assessing how effective these QMSs are.
Quality Control Manager:
The quality control manager sits at the head of the department responsible for managing all aspects of quality improvement activities within an organization. This person oversees strategic planning on quality control initiatives and their day-to-day implementation across different functional areas such as production or service delivery among others. In addition, he/she should collect data relating to various measurements taken during inspections carried out and then analyze them using statistical techniques aimed at identifying those places requiring corrective actions.
Quality Analyst:
To evaluate how well quality control works and find areas where it can be optimized, quality control analysts use data analytics and statistical methods. They look at quality data trends, do root cause analysis, and make reports that support decision-making. Quality control analysts are also important in verifying new processes, equipment, or materials to ensure they meet quality standards.

What are quality standards in the textile industry?
Textile industry quality standards are guidelines or benchmarks for excellence that help manufacturers ensure uniformity of their products’ excellence across different organizations. These rules establish specifications, requirements, and best practices governing all stages from sourcing raw materials to inspecting finished goods.
Standards of good manufacturing practice (GMP) act as a road map indicating how fabric should be produced by clothing companies so that it performs according to pre-set expectations regarding its safety features while taking into account sustainability principles too.
International Standards:
Standards around the world are referred to as international standards. The International Organization for Standardization and the International Electrotechnical Commission have developed such standards. These global benchmarks provide quality assurance, product description, and test method worldwide references. In this regard, ISO (International Standards Organization) 9001 which gives guidelines for quality management systems and ISO 13001 on environmental management systems among others are applicable in textile production as they help establish and maintain control measures over quality.
Product-Specific Standards:
Requirements stipulated by various organizations regarding different categories of textiles like garments, household items, or industrial fabrics are considered product-specific standards. Such regulations cover areas such as the fiber used in making it, size changes after washing or dry cleaning colors resistance to fading under light fastness tests etcetera. One example is Oeko-Tex Standard 100 where a certificate is issued if tests reveal that no harmful substances were found during examination while still meeting human-ecological demands strictly speaking.
What are quality control methods? What are the 7 types of quality control?
Quality control methods in textiles are processes that are used to ensure product quality, cut down defects, and guarantee the satisfaction of customers. These may include several techniques for monitoring different areas of the textile product to evaluate improving them too. The following are seven types of quality control methods in textiles together with their importance during manufacturing:
- Visual Inspection: Among the easiest but most effective ways used during textile production is visual inspection. This involves looking at fabrics, garments, or any other textile component for visible faults, abnormalities, or inconsistencies. Quality inspectors pay close attention to the appearance, color, texture, and general finish of an article to make sure it conforms with set standards. One especially useful application of this method lies in surface defect detection like stains, discolorations, or misprints which can affect both outlooks as well as the performance of products.
- Random Inspection: Coincidence examination, also known as sampling examination, is selecting samples from a group of products randomly for evaluation. This approach assists quality controllers in determining the general quality of an entire batch by looking at a representative sample size. Random inspection helps identify faults or nonconformities with quality standards within the lot and this enables manufacturers to take remedial measures before shipping the whole batch to customers.
- Sequential Sampling: Stepwise sampling is a technique used in statistical quality control where items are selected for inspection at equal intervals as they come off the production line. Sequential sampling uses a planned sequence based on statistical principles, unlike randomness of selection characteristics with random inspections. Manufacturers can make immediate process corrections whenever there are deviations from realization because this method facilitates real-time monitoring of production quality.
- Attribute Inspection: Characteristic appraisal concentrates on evaluating particular features or properties of textiles such as size, shape, strength, colorfastness etcetera. In this case, product attributes are classified into conforming and nonconforming categories according to preset criteria for good quality. Attribute inspection is best suited when dealing with discrete quality attributes only.
- Variables Sampling: Variables sampling is a statistical method of quality control used to determine the degree of heterogeneity or uniformity in quantitative features of products including weight, thickness, or tensile strength. In contrast to attribute inspection which deals with yes/no type questions, variable sampling entails measurement of continuous quantities against some prescribed tolerances or limits. The approach gives numbers that can be subjected to analysis for detecting patterns, trends as well as outliers concerning product quality.
- 100% Inspection: Just as it sounds; this approach means examining each unit/item produced within a batch looking for faults or non-conformities. It may consume much time and resources but guarantees that no defective product passes undetected thus minimizing chances of delivering poor quality goods to customers. This method is commonly used in critical applications where even slight imperfections could cause serious problems because they are expensive.
- Continuous Inspection: Continuous inspection involves embedding quality control directly into the manufacturing process so that it becomes possible to monitor and adjust parameters related to quality on a real-time basis. This method relies on automatic sensors and monitors together with feedback which detect any deviation from set standards at once as they happen.
.
What are the 4 C’s of quality control? How many QC tools are there?
In quality control, the 4 C’s serve as fundamental principles guiding the implementation and management of quality control processes. These principles (Clear, Concise, Complete, and Correct) form the cornerstone of effective quality management practices in the textile industry.
- Clear: The “Clear” component focuses on the importance of setting quality control aims, systems, and prospects in an easily understandable language. Clear communication ensures all players involved; employees, suppliers, and customers know their part in maintaining good quality products. Quality standards should be evident with no ambiguity thus allowing for continuous implementation of quality control measures throughout the production process.
- Concise: The second C stands for ‘Concise’ which means simple and efficient quality control practices. Simplified documents, instructions, or protocols make it easier to comprehend and follow through on quality management processes. Being brief therefore eliminates time wasting through complicated steps as well as duplication while also enhancing productivity by reducing errors made during this stage so that continuous improvement can be achieved.
- Complete: The third C, “Complete,” brings out the necessity for total coverage when dealing with matters concerning quality control. A complete system of ensuring textile production meets required standards takes into account everything from where raw materials are sourced up until finished goods inspection is done. It recognizes risks involved at different stages of vulnerability levels as well as what should be considered an acceptable level of product quality thus leaving nothing untouched within any given area or phase related to this particular type of industry.
- Correct: The necessity of accuracy and precision in quality control practices is emphasized by the fourth C, “Correct.” Corrective actions have to be done promptly when there are any deviations from the standards of quality to rectify any found deficiencies or defects. Manufacturers maintain customer satisfaction by ensuring product integrity through analysis and elimination of all possible causes or factors that may lead to poor quality during production processes. They also foster continuous improvement initiatives which create an environment where excellence becomes a habit rather than an act within organizations.
Different methods are used on top of these four Cs for controlling textile industry quality levels such as monitoring, analyzing, and improving products among others but it depends on how many tools will work in this sector.

What is included in the inspection of textile raw materials for quality control in textiles?
The inspection of textile raw materials is a crucial stage in the production process, ensuring that the foundation of every textile product meets stringent quality standards. This meticulous examination involves assessing various attributes and characteristics of the raw materials used, including fibers, yarns, and dyes. Let’s explore what is included in the inspection of textile raw materials:
Fiber Quality:
The inspection begins with evaluating the quality of the fibers used in textile production. Different types of fibers, such as cotton, polyester, wool, and silk, possess unique properties that influence the characteristics of the final product. Inspectors examine fiber samples for attributes like fineness, length, strength, and color consistency. Fiber quality directly impacts the durability, texture, and performance of the resulting textile, making it essential to select fibers that meet desired specifications.

Yarn Properties:
Once the fibers are processed into yarns, they undergo a thorough inspection to ensure uniformity and integrity. Yarn properties such as twist level, yarn count, and tensile strength are carefully assessed to verify compliance with predetermined standards. Any irregularities or inconsistencies in yarn structure, such as knots, slubs, or uneven tension, are identified and addressed to prevent defects in the final fabric. Quality control measures at the yarn stage contribute to optimal weaving or knitting performance and enhance the overall quality of the textile product.

Dyeing and Color Matching:
For dyed or colored textiles, inspection extends to the dyeing process and color accuracy. Samples of dyed yarns or fabric swatches are evaluated for colorfastness, shade consistency, and adherence to color specifications. Color matching is critical to ensure uniformity across production batches and prevent color variations between individual components or garments. By conducting colorfastness tests and visual assessments, inspectors verify that the dyed materials meet aesthetic requirements and withstand laundering or exposure to environmental factors.

Chemical Composition and Safety:
In addition to physical properties, inspection of textile raw materials encompasses chemical composition and safety considerations. Raw materials may be subject to testing for the presence of harmful substances, such as heavy metals, formaldehyde, or azo dyes, to ensure compliance with regulatory standards and consumer safety requirements. Certifications such as Oeko-Tex Standard 100 assure that textile raw materials have undergone rigorous testing for harmful substances and pose no risk to human health or the environment.

Environmental and Ethical Considerations:
Increasingly, inspection of textile raw materials includes considerations of environmental sustainability and ethical sourcing practices. Manufacturers may evaluate the environmental impact of raw material production processes, such as water usage, energy consumption, and waste generation. Additionally, ethical sourcing initiatives aim to verify the ethical treatment of workers, adherence to labor standards, and responsible management of supply chain operations.
What is included in the inspection of finished textile products for quality control in textiles?
The inspection of finished textile products marks the culmination of quality control efforts, ensuring that each garment, fabric, or textile item meets the established standards for quality, durability, and aesthetics. This comprehensive examination encompasses various aspects of the finished product, ranging from visual appearance to performance characteristics. Let’s explore what is included in the inspection of finished textile products:
Visual Appearance:
Visual inspection forms the cornerstone of product evaluation, with inspectors meticulously scrutinizing the appearance of finished textile products. They assess factors such as surface finish, color consistency, pattern alignment, and overall aesthetics to ensure that the product meets the desired specifications. Any defects or irregularities, such as misprints, stains, or stitching flaws, are identified and recorded for corrective action.
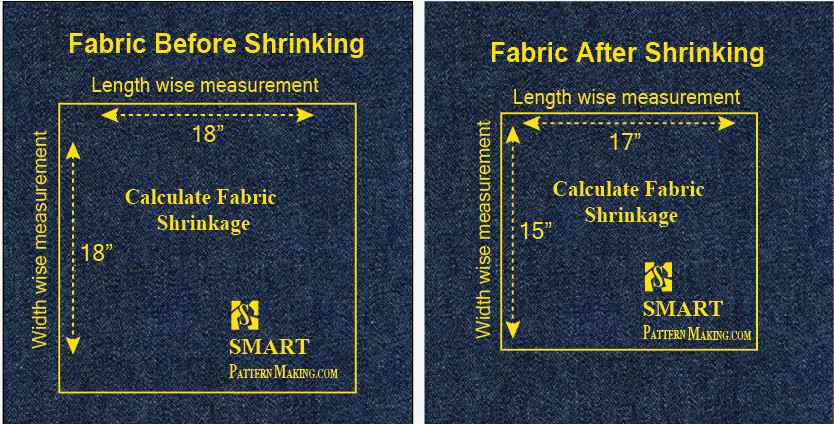
Dimensional Accuracy:
Dimensional accuracy is critical for ensuring that textile products fit and perform as intended. Inspectors measure key dimensions such as length, width, and thickness to verify compliance with size specifications. Garments undergo fitting tests to assess seam integrity, ease of movement, and comfort level. Dimensional stability tests may also evaluate the product’s resistance to shrinkage or stretch during laundering or wear.
Fabric Integrity:
The integrity of the fabric is evaluated to assess its strength, durability, and structural integrity. Fabric samples may undergo tensile testing to measure strength and elongation properties. Tear resistance tests determine the fabric’s ability to withstand tearing forces. Additionally, fabric pilling tests assess the tendency of the fabric to form unsightly pills or fuzzballs over time, indicative of poor quality or inadequate yarn construction.
Colorfastness and Dye Quality:
Colorfastness tests are conducted to assess the stability of dyes and pigments used in the textile product. Samples are subjected to laundering, exposure to light, or chemical treatments to simulate real-world conditions and evaluate colorfastness properties. Colorfastness ratings indicate the product’s resistance to fading, bleeding, or color transfer, ensuring long-lasting vibrancy and appearance retention.
Functional Performance:
Functional performance testing evaluates the product’s performance under various usage conditions and environments. For example, waterproof garments may undergo water resistance testing to verify their ability to repel moisture. Breathability tests assess the product’s ability to allow air and moisture vapor to pass through, enhancing wearer comfort. Additionally, products may undergo performance testing for specific applications, such as flame resistance for protective clothing or abrasion resistance for upholstery fabrics.
Labeling and Packaging Compliance:
Inspection of finished textile products also includes verification of labeling and packaging compliance. Labels are checked for accuracy of information, including fiber content, care instructions, country of origin, and safety warnings. Packaging is assessed for suitability and adequacy in protecting the product during storage, transit, and display.
What are the main objectives of textile quality management?
All-inclusive material quality management is based on every textile meeting or surpassing the standards of its quality, performance, and customer satisfaction. It involves many things including production, inspection, and continuous improvement.
- Ensuring Consistent Product Quality: Textile quality management mainly focuses on ensuring throughout the manufacturing process there is uniformity in product quality. Manufacturers try to cut down variations as well as faults in raw materials, processes, and finished goods by setting up strict measures for controlling quality. When the same level of quality is maintained always then it means that clients will get dependable textiles that suit their needs.
- Enhancing Customer Satisfaction:Moreover, another aim is to increase satisfaction among customers. What this means is that they should not only deliver what is required but also go beyond expectations in terms of comfortability, durability, and beauty among others while still considering peoples’ wants during such kind of exercise thus making them happy with such items hence enhancing their loyalty towards an organization which can lead to success over a long period.
- Optimizing Production Efficiency:Additionally it also aims at improving production efficiency together with the utilization of resources within the textile industry. Manufacturers through identification plus dealing with issues related to quality can minimize reworking besides streamlining production thus reducing waste.
How to carry out more scientific and rational control and supervision at every stage of textile production?
To make textile production scientific and more reasonable in every stage of control and supervision, manufacturers may adopt a systematic method that includes state-of-the-art technologies, uniform procedures as well as data-based decision-making. Quality assurance can be improved while reducing risk through process optimization by following best practices and employing creative solutions.
- Utilizing Advanced Technologies: Textiles can completely change the way we monitor quality during production if we embrace automation, artificial intelligence (AI), or data analytics. Automated systems are capable of monitoring all key parameters throughout a process in real time; they also can detect any deviations that occur before triggering corrective action alerts. Artificial intelligence algorithms can analyze large quantities of data generated from various stages within manufacturing thus enabling them to identify trends or patterns that might lead towards a proactive quality management approach.
- Implementing Standardized Procedures: Every stage should have standardized procedures for quality control activities during textile production. This will ensure reliability and consistency in assessing the quality level of textiles through clear guidelines on sampling, testing, and inspection methods used. Standard operating procedures should be put into place which clearly define roles, responsibilities as well workflows among different departments involved in this sector.
- Adopting Quality Management Systems (QMS): Systems for managing quality (QMS) such as ISO 9001 are a way of thoroughly controlling and directing the production of textiles. Process-oriented thinking, risk-based thinking, and continuous improvement — are some of the principles of QMS. Quality standards should be maintained throughout the cycle by establishing strict controls at critical points in the process, carrying out frequent audits, and taking corrective actions as necessary.

How to establish a scientific and efficient textile quality management system?
Creating such a QMS is only possible if it is well-planned, enacted, and improved continuously. Manufacturers need to adopt a methodical strategy that incorporates industry best practices to improve their products’ quality while also making their operations more efficient thereby meeting the customers’ needs always.
- Define Quality Objectives and Standards: The initial step to a textile QMS is obvious quality objectives and standards. This includes knowing what the customer wants, following the rules in the industry as well as setting internal targets for quality. Quality objectives should be SMART (Specific, Measurable, Achievable, Relevant, Time-bound). Having standards of good quality ensures that products meet set criteria for performance, durability, safety, and beauty.
- Document Standard Operating Procedures (SOPs): Therefore we should document SOPs so that there is consistency through repetitiveness within quality control processes. These give a detailed description of each step involved during quality inspections including testing procedures and corrective actions to be taken where necessary. Manufacturers who document SOPs provide their employees with clear instructions on how they should carry out different activities related to managing good levels. This lowers down errors made by staff members while working under such systems thus bringing about less variability within production processes.
- Implement Quality Control Checkpoints: Setting up QC checkpoints at strategic points throughout the production process becomes necessary. Because it helps in discovering and preventing abnormalities concerning standard qualities. Some examples of these checkpoints are the inspection of raw materials, testing items during the processing stage as well checking final products before they leave company premises. Quality control can be done early enough if all stages have measures put in place so that root cause analysis is carried out whenever necessary i.e., manufacturers need to identify problems at their origin and not when it’s too late or already affecting other parts of the system.
Conclusion:
We must improve quality management and control in the textile industry to ensure that our clothes meet safety, performance, and other high-quality standards. Quality control is the main pillar of textile manufacturing because it ensures product integrity which forms customer satisfaction leading to brand reputation.
Textile testing quality control is an important aspect in preventing defects and ensuring compliance as well as gaining trust from customers. Within the department of quality management inspectors for quality assurance engineers analysts managers all have a part to play in maintaining standards while driving continuous improvement.
The textile industry needs to keep advancing by giving more emphasis on controlling for better qualities.
For more information on textile testing methods/standards
or textile testing machines, contact us:
What’s App: +86 180 2511 4082
Tel: +86 769 2329 4842
Fax: +86 769 2329 4860
Email: sales@chiuvention.com