Colour fastness of textiles has been listed as one of the important indexes of eco-textiles, which is an important test item involving consumers’ personal health, safety and hygiene.
This article will give you a detailed introduction to multiple test items such as water resistance, sweat resistance, saliva resistance, and rubbing colour fastness test, based on GB18401-2003. What’s more, several factors that affect the textile colour fastness assessment results of accuracy and stability can be illustrated in this post.

1. Textile specimen pretreatment test process on the evaluation of the impact of results
(1) Accurate sampling
In the test process, first of all, we should pay attention to the sampling part of the sample, such as fabrics should be discarded 2m from the end of the cloth, and from the edge of the cloth at least 10cm sampling. Woven fabric cloth head, often due to uneven dyeing, resulting in uneven colouring after the test sample. This phenomenon is most obvious in GB/T 3920-1997 friction test. Strips of colouring will appear on the rubbed fabric after the test. This kind of specimen cannot be rated as a valid specimen. In case of clothing products, especially denim clothing, (denim clothing is mostly washed products, and after washing and polishing, its colour shades are different). It should be ensured that there is no colour difference in the sampling area itself.
(2) Wetting of combined specimens
In the process of doing water, sweat, saliva and other tests, the combination of specimen wetting sufficient or not, will also directly affect the accuracy and stability of the results (i.e., reproducibility). Only when the specimen is wetted to 100% of the specimen’s own weight can the accuracy and stability of the evaluation results be maintained. In other words, it is very likely that the same piece of fabric will be evaluated differently each time because of the different degrees of wetting during each test. Even due to the uneven wetting of the combination of specimens, resulting in staining, discolouration and serious unevenness, resulting in discarded specimens. This problem is particularly prominent in the wetting of worsted wool fabrics. Some people in the 40 ℃ water extraction of formaldehyde test found that the iodine bottle used to extract wool and other fabrics will hang a layer of material on the wall, which is difficult to clean. This shows that although most of the oils and waxes have been removed from natural fibres such as wool during production and processing, some oils and fats still remain. This is reflected in the fact that in the perspiration resistance test, the difficulty in soaking a worsted wool fabric or a fabric containing wool is not simply due to the thickness of the fabric tissue, as many testers believe, but rather to the fact that it contains some oils and waxes. Natural fibres such as wool fibres are not the same as man-made fibres, they are made up of many cellular aggregates, and their surface layer is scaly, containing a certain amount of oil and wax, which makes it difficult for wool fibres to wet sufficiently in perspiration. In order to deal with this problem, two methods have been summarised in working experiments:

Method 1
When doing water extraction of formaldehyde, it was found that the worsted wool fabrics could basically be wetted at about 40℃. And the temperature of the thermostat box where the specimen was stored at the later stage of the test was (37±2)℃. So it is possible to preheat the artificial sweat to at least 39°C. The specimen is then moistened with the preheated solution. The specimen should be wetted until the solution contains its own mass. For coarse wool fabrics, it is difficult to achieve uniform wetting by hand wringing, especially the lining fabrics will not be uniformly coloured, so it can be used to roll the liquid between two rollers of the colour fastness to friction tester (rubber rollers can also be used to press the liquid on the glass plate), so that the specimen is uniformly wetted to 100% of its own weight.
Method 2
According to the method of GB/T 6151-19979.2.4, the samples can be washed manually in 5g/L non-ionic detergent solution for 1min, bath ratio of 50:1, temperature between 40~45℃, and then washed thoroughly with tertiary water at 40~45℃.
(3) Pay attention to the influence of the fabric structure on the colour fastness to rubbing
Testers usually assume that the colour fastness of textiles to dry rubbing should be better than that to wet rubbing and are often confused when they encounter the opposite result. This is due to the fact that the tester has not paid sufficient attention to the organisation and surface morphology of the fabric. In the colour fastness to rubbing test, two types of fabrics should be given primary attention: thin, dark-coloured fabrics, and fabrics with a rough, distinctive surface.
Thin and light fabrics are usually synthetic fibre or silk fabrics. Due to the relatively loose organisation of these fabrics, in the dry friction test the sample will partially slip under pressure and friction with the reciprocating movement of the friction head, thus increasing the friction resistance and improving the friction efficiency. In the wet friction test, the opposite is true. Due to the fact that the fibres are not significantly water-expanded, have poor moisture absorption and that water acts as a lubricant, the colour fastness to wet friction of these fabrics is significantly better than the colour fastness to dry friction. For fabrics with a rough surface, clear texture and hard texture, such as denim fabrics, linen fabrics and paint-printed fabrics, it is important to ensure that the friction head is parallel to the warp/weft of the sample during the reciprocating movement and does not form an angle with it. If this is not the case, the friction efficiency will be doubled during friction and the dyes, paints or other coloured substances accumulated on the surface of the fabric will be rubbed off, or even part of the coloured fibres will be broken and coloured particles will be formed, thus affecting the correctness and accuracy of the test results. Therefore, in the friction resistance test, firstly, the sample and the friction cotton cloth must be clamped tightly; secondly, the friction head should be guaranteed to keep parallel with the warp or weft direction of the sample in the reciprocating movement.
(4) Acid-resistant and alkali-resistant test instruments should be used separately
Acid resistance and alkali resistance tests are collectively called colour fastness to perspiration tests, and they are often carried out at the same time during the test. However, the acid-resistant specimen and the alkali-resistant specimen must be placed on different instruments to avoid mutual contamination of the extruded specimen and neutralisation reaction between acid and alkali. Otherwise, it will reduce the working efficiency of acid and alkali, which will directly affect the accuracy of the test results. In addition, specimens of different shades of colour should be tested separately, and the problem of mutual contamination must be taken seriously.

(5) Drying process of specimen
When the sample is dried in the air at a temperature of not more than 60℃, once the specimen is found to have the phenomenon of air-drying, it must be discarded and retested. The reason is that when the air-dried specimen is drying, the moisture will be lost too fast and the dyestuff on it will be unevenly distributed due to migration, which will make it impossible to accurately grade the specimen in the end. If air-drying is evident in dark-coloured products, a change in drying method can avoid this problem. In order to avoid the migration of dyestuffs, it is better to change the drying method from hanging to flat drying.
2. Influence of the textile sample preparation process on the grading results
The post-test sample preparation process mentioned here refers to the process of arranging and pasting the post-test samples after the pre-test treatment, which is also the preparation for grading. The post-test samples are treated in such a way as to facilitate observation. This process is often overlooked because it seems to be very simple and does not seem to have any technical conditions, but in the test is a key link as important as the sample pre-treatment. Errors introduced by this process often have a direct impact on the evaluation results.
It is recommended to pay attention to the following points:
(1) Pay attention to the size of the specimen and the original sample when pasted (contrast area) and backing the same size and colour issues
During daily inspection, the specimen is usually pasted on the original white recording paper. Therefore, it is necessary to pay attention to the influence of the colour of the paper and the colour of the tape used, i.e., the colour of the backing, on the specimen. Care must be taken to keep the workbench, the original recording paper and the tape clean, and to prevent coloured substances and loose fibres from being mixed in and pasted under the specimen or from contaminating the recording paper, so that the specimen will reflect the colour. More attention should be paid to the choice of paper and tape, it is appropriate to choose white paper with a triple stimulus value of Y 85. Yellowish paper and yellowish, unevenly adhesive tapes with varying shades of colour are not suitable for pasting colour fastness specimens and can inadvertently have a very negative effect on the grading process. This detail is not provided for in the standard and is therefore often not taken into account but is raised here in the hope that it will attract the attention of the tester. In addition, it should be noted that when cutting, the size of the original sample and the specimen should be the same. That is, the comparison area in the rating should be the same, otherwise, it will bring visual error. There should be no gap between the original sample and the specimen in the pasting process, and they should be tightly pressed together. Avoid stitching, and the size of the specimen and the original specimen should be slightly larger than the square hole of the grey card in the masking plate, and the backing paper should not be missed out. Because the white will make a visual impact to a certain extent; in addition, the closer the samples to be judged, the more prominent the colour difference, the more conducive to observation.
(2) Pay attention to the sample of the warp and weft yarn, the pattern, and the sample of the front and back side
The general specimen to take the front and lining fabric contact test, paste finishing attention to take this side of the paste rating. Similarly, must not ignore the lining fabrics and specimens in contact with the side of the effective rating surface. When observing the rating, according to the optical principle, the sample and the original sample of the warp and weft yarn to the direction of the grain direction should be maintained in the same direction. If it is a velvet fabric, pay special attention to the velvet inverted smooth consistent, if necessary, the velvet should be sorted out, so that the specimen surface returns to its original state, to eliminate due to changes in the state of the original and the specimen of the velvet and the grade produced by changes in the state of the grades. In the case of thin samples, be careful not to pull the fabric when pasting, resulting in irregular twisting and skewing of the yarn direction. Ensure that the yarn direction is as neat and consistent as possible. In addition, it should be noted that for fabrics with patterned fabrics, the position, size, direction and pattern of the pattern should be consistent. The same pattern must be taken from the same unit. Different colours can be pasted separately. In the case of jacquard fabrics, it is necessary to take the parts with the same colour and organisation. Otherwise, it will cause visual induction deviation due to the inconsistency of the flower colour, pattern area, grain direction, etc., which will bring larger error to the rating result.

(3) Finishing of specimens in rubbing colour fastness
After doing the rubbing colour fastness, if there are a few loose fibres or colour particles on the rubbing cotton cloth, use the brush to remove them carefully. Do not brush too hard, otherwise the original condition of the specimen will be damaged. It has been proved in practice that such an operation is at least half a grade away from the normal rating, making the test results distorted.
(4) The treatment of woven fabrics with a certain shrinkage rate
Woven fabrics of textiles, especially cotton fabrics, basically have a certain shrinkage rate. As these fabrics after the test, in addition to the paste, the loss of luster and yarn density, tightness increased, so that the reflection of light, refraction has changed. Not conducive to accurate rating. Therefore, the most appropriate method is to lay the original sample flat, evenly sprayed with three levels of water to moisten, to avoid the formation of water droplets, and let it dry in the air at a temperature of not more than 60 ° C before comparing the ratings to eliminate surface variations and finishes of the fabrics.

The most suitable method is therefore to lay the original samples flat, spray them evenly with three levels of water to avoid the formation of water droplets, and let them dry in air at a temperature not exceeding 60°C before comparing the ratings, in order to eliminate the errors caused by the variation of the surface of the fabrics and the migration of the finishing agent.
3. Rating test analysis
(1) Environmental conditions for grading
According to the principle of chromaticity, the colour of an object is determined by the composition of the light from the illumination source and the ratio of the wavelengths of radiation reflected (absorbed) from the surface of the object to the human eye. Therefore, the physical basis of colour perception is light, and variations in the wavelength and amount of light can produce different colour sensations. The colour of an object will be different under the irradiation of different light sources. FZ/T 01047-1997 stipulates that: artificial D65 light source and natural light (northern day light: 9:00 a.m. to 3:00 p.m.) are the light sources for textile colour fastness evaluation. At the same time, the standard also provides for the rating of the environmental colour as neutral grey, with a box to observe the environmental colour for the Monsey lightless neutral grey (Level 1: N5 ~ N6; Level 2: N5 ~ N7); without a box to observe the environmental colour for the Monsey N5 neutral grey, comparable to the evaluation of the discolouration of grey cards with a level of 1 to 2.
However, in the daily work found in the selection of natural light rating, the light source and the surrounding environment of the uncertainty of more factors. For example, the reflection of the colour of objects such as buildings and parked cars outside the window, the weather conditions, the time of day, and the placement of objects in the vicinity will all affect the rating results to varying degrees. The accuracy of the rating results, and in particular their stability, i.e. reproducibility, is poor. The choice of a natural light source is even less favourable for the arbitration test of colour fastness of textiles. Comparisons of tests have shown that most of the ratings made by the same tester in a D65 standard light box and under natural daylight conditions differ by half a degree. It is therefore recommended that the colour fastness tester cultivate good grading habits and choose to carry out each grading in the grading room using the D65 standard light source box. That is, in the same place, the same standard environment, the same stable and effective light source for rating. In this way, there is no environmental difference, the light source is stable, and the reproducibility of the test results is better. This is conducive to the tester’s ability to exercise the accuracy and stability of his or her rating gaze.
(2) Evaluation process analysis
Many testers think that the colour fastness rating test is just a process of looking with the eyes, but in essence, the eyes only make the brain obtain information, it is a heart to observe the various changes in the sample, the brain to analyse and draw conclusions.
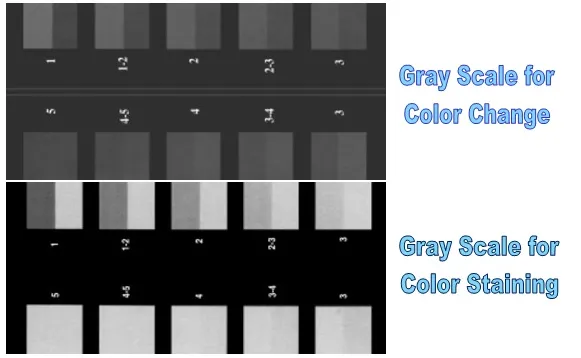
① Rating of colour fastness to color change
The changes that occur in the sample during the test can be any one of the changes in hue, depth, brightness, colour, or a combination of two or three characteristics. It is necessary to observe carefully during the work and determine the result after comprehensive analysis, rather than simply observing the change of one prominent feature of the specimen. In addition, whether a single or a combination of colour change characteristics are not independent of the grade of assessment, only the total colour difference between the sample after the test and the original sample is the basis for grading. Some samples can not be expressed completely by numbers only, according to GB 250 “Assessment of discolouration with grey sample card” on the numerical level to supplement the grading terminology.
② The rating of colour fastness to staining
In the correct use of GB 251-1995 grey sample card for assessing staining, it is necessary to retain the inherent colour characteristics of the standard interlining fabric without staining in the mind. For example, polyester interlining is bright white and glossy. Viscose interlining is reddish and slightly darker. Cotton appliqué is not as bright white as polyester appliqué, with no obvious gloss. Woollen cloth lining yellow, slightly less glossy, and so on. This is more conducive to a clear and accurate judgment after the test lining fabric staining degree. However, it should be noted that the same kind of lining fabrics due to different batches of colour may be slightly different. If you fail to pay attention to the above issues may develop a bad rating eyes. This may lead to errors in the evaluation results.
③ The use of grey sample cards
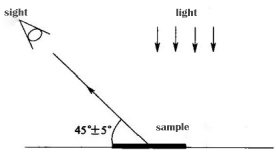
GB 251-1995 “Gray sample card for assessing staining”, and GB 250-1995 “Gray sample card for assessing discolouration” provide for five grades and nine stops, there is no provision for less than half a grade. When observing the samples, the illumination of the light source is usually about 45° to the surface of the samples. The observation direction is close to perpendicular to the sample surface, i.e. equivalent to 45/0 (Figure 4-2). When inspecting textiles with a lustre, it should be 0/45 (Figure 4-3).

④Influence of the cleanliness and actual condition of the grey card on the accuracy and stability of the evaluation result
The cleanliness and physical condition of the grey card is very important in obtaining accurate, stable and consistent test results. The tester shall not touch the nine pairs of grey/white cards in the sample card when using the grey card, and shall stop using the card if it is found to be linted, scratched, broken, or stained with water, dirt, oil, colour or sweat. Stop using the sample card if it is twisted, crooked or uneven. In addition, the grey card will be changed during storage or use, and the chromaticity data of each level and each block will deviate from the standard range, so attention should be paid to regular checking and replacement, otherwise the accuracy and stability of the evaluation results will be affected.
⑤ Order of evaluation
The colour fastness inspector has to assess a large number of samples of many colours every day, and the grading will be easily deviated due to the stimulation of different colours and light. It is recommended to cultivate a scientific eye, and scientific grading work habits, according to the sample colour to choose a certain grading order. For example, if there are dark, light, orange and red in the grading process, the light colour can be evaluated first, followed by the dark colour, then the orange and finally the red. In order to avoid eye stimulation by colour and light to make the rating error. When a batch of specimens after the completion of the rating of the best will be assessed as the same level of each pair of original samples and specimens again for comparison, re-assessment once. This provides a good judgement of whether the ratings are consistent. Any errors in grading will be apparent at this time.
⑥ The inspector’s own state
In this part of the rating, the inspector’s technical level determines the accuracy and stability of the visual rating. However, the inspector’s mood and state will affect the stability of the technical level of play, the accuracy and stability of the test results have a certain impact. Suggest that inspectors should pay attention to the scientific use of eyes, do not do before the rating of eye fatigue work, pay attention to ensure adequate sleep and stable mood.
4. Summary
(1) In the process of sample pre-treatment test
① Pay attention to the preparation of the standard working solution, the pH value, and the shelf life.
② Pay attention to the sampling parts of fabrics and clothing products.
③ Combination of specimen wetting will directly affect the results. Only when the specimen is wetted to 100% of the specimen’s own weight, the accuracy and stability of the evaluation results can be maintained.
④ Pay attention to the influence of fabric structure on the colour fastness to rubbing. In the rubbing test, firstly, the sample and the rubbing cotton must be clamped tightly; secondly, it is necessary to ensure that the rubbing head remains parallel to the warp or weft direction of the sample in the reciprocating motion.
The instruments used for acid and alkali resistance test should be kept separate.
(6) Pay attention to the drying method of the specimen during the drying process of the specimen.
(2) Textile post-test sample finishing process
The post-test sample finishing process directly affects the rating results and should be paid attention to.
(3) The correct use of grey card, scientific rating
The colour fastness rating test is a heart to observe a variety of changes in the specimen, by the brain for comprehensive analysis to draw conclusions. To correctly use the grey card, scientific rating.
(4) Pay attention to state adjustment
Pay attention to the adjustment of the emotional state of the inspector and the technical level of play.
In short, the clothing, textiles, and colour fastness tests a complex procedure, cumbersome links, and human intervention in more tests. Easily affected by objective and subjective factors, resulting in the accuracy of the results, stability (reproducibility) is poor. Therefore, the technical level of the testers is required to be high, and the testers should carefully analyse the test and the samples, practice repeatedly and accumulate experience. Pay attention to every small link in the test process to reduce the error caused by human operation and improve the accuracy and stability of the test results.